
 matthewd92
matthewd92
Put your code inside and if statement, then if the of statement is not made it will skip to the next section.
If(digital-in-0 == True):
do sometbing
end
if (digital-in-1 == True):
do something
end
.... you can also write the if statement like this
if (digital-in-2):
do something else
end veryandy1
veryandy1
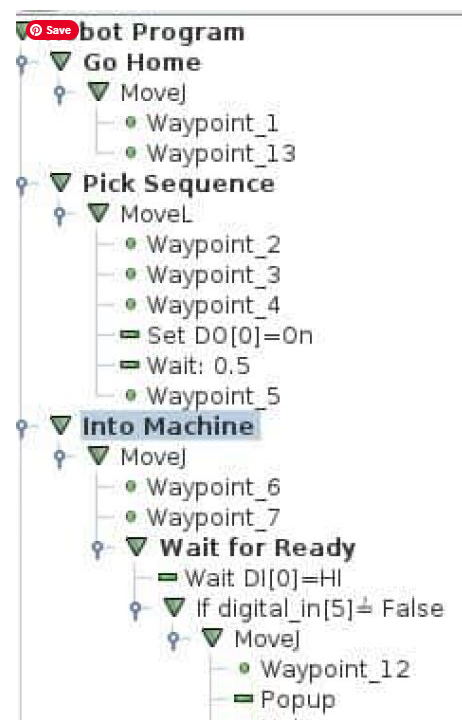

Our UR 10 has a programme that controls 4 different welding Jigs. When a jig is loaded with a product it triggers a Digital input. If a Jig is not loaded and the input stays low, is there a command I can use so the programme can skip or jump further down the programme missing this Jig out. If so how can it be programmed ?